Japan
常見問題

常見問題
- 為何內螺紋的尺寸和絲攻的尺寸不一樣呢?
- 為何絲攻前端的牙山要斜切掉呢?
- 切屑有時從上面排出來,有時從下面排出來,是為了什麼呢?
攻牙是先鑽好已經決定好尺寸的下孔,再以絲攻加工出內螺紋,不過加工出來的內螺紋的尺寸,並不一定會與絲攻的尺寸一樣,一般攻牙後內螺紋的尺寸會因為擴大的原因而比絲攻。因此絲攻的有效徑尺寸,要控制在接近內螺紋的基準尺寸範圍內,並且絲攻的精度公差範圍也要設定很小。
是為了預防用絲攻切削內螺紋時,刀刃受損。若一次在被削材上切削出完全牙,絲攻承受過大的扭力,刀刃容易損壞,將絲攻前端的牙斜切後,可以一點一點分次切削螺紋,刀刃的負荷就會變小了。
這與下孔的種類有關係,下孔有盲孔與通孔兩種。盲孔是只加工內螺紋到下孔中間,沒有貫穿;通孔就如字面之意,下孔貫穿被切削材。加工盲孔時,若使用切屑會從前面排出來的絲攻,切屑沒有地方可排出來,會造成絲攻損壞。相反的加工通孔時,若選用切屑從前面排出的絲攻,則可提高工作效率。切屑以不同的方向排出,就是這個原因。
絲攻相關
- 『自攻螺絲加工出的螺紋』和『使用絲攻加工出的螺紋』兩者有何差異呢?
- 絲攻為何一定要有溝呢?
- 砂輪和磨菜刀時所用的磨石是一樣的東西嗎?
- 絲攻是用什麼材料作成的呢?
- 使用於不同的被削材質的用途別絲攻,除了材質不同外,有何其他的差異嗎?
- 何謂表面處理?
- 為何無溝絲攻不會產生切屑呢?
差別在有無精度上的必要性。『自攻螺絲加工出的螺紋』 用在不需要高精度螺紋的部品,譬如不需反覆裝卸之電器、洗衣機的內蓋等。『使用絲攻加工出的螺紋』 用在需要高精密度或高準確度的螺紋時,譬如使用在新幹線、飛機等,具有可隨時拆卸之優點。
絲攻若沒有溝,就不會形成刀刃,也就無法切削出螺紋,切削螺紋時會產生切屑,為排出切屑,此空間是絕對必要的。溝若太小,會造成切削屑阻塞,不僅螺紋會損壞、絲攻也會折斷。
不是的,完全是不同的東西,研磨砂輪是圓盤的形狀,中心部有一個圓孔,實際使用時,是將圓孔組裝至機械的主軸上,以高速的旋轉,利用外圍的部份去研削被加工物。研磨砂輪的直徑也有許多種類,大的有到60公分以上的,厚度也從1公厘到30公分以上都有,砂輪的粗細度或硬度等,會依用途選擇使用。
若詳細說明原料會很複雜,所以簡要說明。 用絲攻來切削螺紋的有鐵、鑄鐵、輕合金、不鏽鋼、鈦合金、合成樹脂等種類繁多。 絲攻的材料也隨著被削材的不同而改變。最早的特殊工具鋼之中,主要是以合金工具鋼(SKS)為主要使用材料。但是,1945年之後,使用含有鉻、鎢、鉬、釩、鈷等高級元素的高速鋼(HSS) 開始增加,合金工具鋼製的絲攻,幾乎不被使用了。因目前使用絲攻來加工螺紋孔的被削材漸漸地趨向難切削化,所以絲攻的材質,也被要求改用能承受被削材強度的材料,其中韌性高的釩的含量多的高速工具鋼成為主要的材料。一般材質硬的刀具雖耗損慢,但容易折斷,材質軟的刀具雖不易折斷,但容易耗損。因此絲攻不但被要求要夠硬耐磨,而且要具有韌性不易折斷的特性。使用含釩的高速工具鋼,就可做出耐磨、韌性強的絲攻。 另外也有使用超硬合金來製作的超硬絲攻,但不是很普遍,簡單地說,就是加入將炭化鎢的粉末(像把鉛筆芯磨成了粉一樣的粉末)凝固後加熱燒成的東西,其像陶瓷器一樣雖然硬,不過,不耐撞擊而且容易破裂是其弱點。
其差異有絲攻的形狀(溝的寬幅、深度、吃入部的角度等),最適合的熱處理的條件,依據情況實施表面處理等。
表面處理就是在工具的表面塗上硬的覆膜,能增加耐磨耗,並可延長工具之壽命。以前只有部分工具會做鍍鉻處理,近年來不限於絲攻,所有的切削工具實施表面處理,已很普遍了。
通常絲攻攻牙時,會產生切屑,但是無溝絲攻是用絲攻扭轉進已鑽好下孔的切削材中擠壓出螺紋,所以不會產生切屑。例如:在木材上做木螺紋時,預先用鑽頭開的孔上,扭轉進木螺紋的情形相似。 無溝絲攻沒有溝,切削金屬的被削材時,邊擠壓邊形成螺紋,所以被削材也限於比較軟的金屬,用無溝絲攻所加工的螺紋,因為不像普通的絲攻一樣會切斷金屬的纖維,所以強度較強。同時,因為也能省卻清除切屑的工作,是今後會被喜愛的產品。
圓板牙相關
- 圓板牙的中心為何要有幾個像花瓣一樣的孔呢?
- 圓板牙的螺紋是怎樣加工出來的呢?
那叫做切屑孔,和絲攻的溝的作用一樣,是為了排出切屑的孔。
用與絲攻非常相似叫做『種子絲攻』的工具,來切削出圓板牙的螺紋。
絲攻與螺紋之關係相關
- 為何需要具有效徑的概念呢?
- 請再詳加說明有關多線螺紋的特質。
- 能用1線螺紋的絲攻,攻出3倍螺距的螺紋嗎?
一般外螺紋和內螺紋咬合時,外螺紋的外徑和內螺紋的谷徑,內螺紋的內徑和外螺紋的谷徑之間,會有微小的間隙,螺紋山斜邊的面,即螺紋面應該互相接觸。實際上力量的傳達是決定於螺紋山的幅度和螺紋溝的幅度在相等位置的有效徑。外螺紋和內螺紋的有效徑相差少時,咬合情況就好,相差大時會有間隙,造成咬合不良。總之,有效徑與螺紋牙距同是構成螺紋要素上,最重要的部分之一。 檢查外螺紋或內螺紋合不合規定的方法,一般是使用『螺紋栓規』或『螺紋環規』來檢查,兩種都是在檢查螺紋的有效徑。
螺紋導程以2倍的螺距前進者,稱為2線螺紋,以3倍的螺距前進者,稱為3線螺紋。而1線螺紋起始點有1處,2線螺紋有2處,3線螺紋有3處。 用鋼絲沿著一線螺紋的螺紋溝去旋轉時,旋轉1圈會前進1螺距。沿著二線螺紋溝旋轉時,旋轉1圈會前進2個螺距。沿著三線螺紋溝旋轉時,旋轉1圈會前進3個螺距。總之一線螺紋的圓周上僅有1個螺紋,三線螺紋則切削出3個螺紋溝,旋轉1圈前進3個螺距。多線螺紋就像這樣,有各自的螺紋溝。
以實際問題來說,一般的三角螺紋無法做出那樣的螺紋。原因是,如果螺距變大,螺紋山也跟著變大(谷徑就會變小),外螺紋的強度就會變弱,同時有些尺寸,無法切出螺紋山。
絲攻與規格和精度相關
- 螺紋的規格為何會因『國家』而不同呢?
- 規定ISO規格為世界共同的規格是真的嗎?
- 說尺寸時,為何要用『標準尺寸』來表現呢?
- 外螺紋與內螺紋可用相同的尺寸去加工嗎?
- <標準尺寸>〔單位mm〕
- 外徑6.000 有效徑5.350 谷徑4.917
- <外螺紋的尺寸>〔單位mm〕
- 外徑5.970~5.820 有效徑5.320~5.220 谷徑4.743~
- <內螺紋的尺寸>〔單位mm〕
- 外徑 沒有規定(但須在6以上) 有效徑5.470~5.350 谷徑5.153~4.917
- 為何內螺紋的尺寸和絲攻的尺寸不一樣呢?
- 粗牙和細牙是怎樣區分使用呢?
每個國家會隨著機器工業發展,獨自創造出那些不可缺少的螺紋的規格。於是,各國的各式各樣的螺紋規格就此誕生了。
雖然有推動把ISO規格做為世界共同的規格的運動,不過要完全實現是非常困難的。即歐系的公制螺紋和美系的英制螺紋,已經早就被認同了,這個問題背後夾雜著政治因素,所以要全面的解決仍有困難。
不僅機械工具,所有的工業產品,要完全地依照尺寸做出來是不可能的。於是,設定標準的尺寸,並決定所謂公差或容許差的誤差範圍。螺紋和絲攻也同樣設定有標準尺寸,並各自決定其公差,螺紋和絲攻的公差被稱為微米 (以前是毫米),使用到 1/1000 公厘這樣的小單位。實際的尺寸一定是以標準尺寸再+、-、±等標示公差,成為普遍的標示方式。
不是的。例如,就像直徑6公厘的圓柱,放不進被正確製作出來直徑6公厘的圓孔一樣,雖是尺寸一樣,但外螺紋和內螺紋一定要用稍微不同的公差尺寸去加工。 譬如以外徑6公厘、螺距1公厘的螺紋作為例子,其就會成為下列的尺寸。(以精度JIS二級公制粗牙的情況) 。
外螺紋的外徑相當於內螺紋的谷徑,外螺紋的谷徑相當於內螺紋的內徑,所以可明白各個內螺紋的尺寸都比外螺紋來的大。通常,因為外螺紋會比標準尺寸小,內螺紋會比標準尺寸大,所以分別製作的外螺紋與內螺紋,也一定能咬合。
攻牙是先鑽好已經決定好尺寸的下孔,再以絲攻加工出內螺紋,不過加工出來的內螺紋的尺寸,並不一定會與絲攻的尺寸一樣,一般攻牙後內螺紋的尺寸會因為擴大的原因而比絲攻。因此絲攻的有效徑尺寸,要控制在接近內螺紋的基準尺寸範圍內,並且絲攻的精度公差範圍也要設定很小。
舉個極端的例子,在厚度1.5公厘的鐵板上要攻出尺寸8公厘的內螺紋時,使用粗牙螺紋,螺距是1.25公厘,攻牙後內螺紋只有約1個牙,螺紋接合時強度會較弱也不穩定。如果使用螺距0.75公厘的細牙螺紋絲攻,攻牙後內螺紋會切出2個牙,螺紋接合時會較穩定。 一般若無特別這樣的孔的長度限制時,普通會使用粗牙螺紋。
絲攻各部位的作用相關
- 為何絲攻前端的牙山要斜切掉呢?
- 有必要使用第二攻或第三攻的絲攻嗎?
- 完全牙需要有很多牙嗎?
- 最近聽說用第二攻或第三攻的絲攻,1支就可以完成攻牙是真的嗎?
是為了預防用絲攻切削內螺紋時,刀刃受損。若一次在被削材上切削出完全牙,絲攻承受過大的扭力,刀刃容易損壞,將絲攻前端的牙斜切後,可以一點一點分次切削螺紋,刀刃的負荷就會變小了。
加工通孔時,用第一攻的絲攻就能切削出內螺紋,但是加工盲孔時,只用第一攻的絲攻,內螺紋的底處的牙山會成為不完全牙,所以必須使用第二攻或第三攻的絲攻切削出完全牙。
理論上,完全牙只是循進螺紋,只要1牙就夠了。可是以實際上問題來說,使用完全牙只有1牙的絲攻加工時,絲攻會變的不穩定,好不容易切出的內螺紋,有可能會發生不準確或壞掉的情形。同時,若加工通孔時,絲攻穿過了被削材,退刀時恐怕會發生問題。
最近因為絲攻的性能提升與機床性能的改善,使用1組3支之情形已大為減少。另外,不能使用第一攻的絲攻,來加工盲孔,是因為底處會留有很多不完全牙的關係。
依用途區分絲攻的類別相關
- 為何橫向攻牙,容易發生問題呢?
- 在什麼場合需要使用嵌入線圈用絲攻呢?
- 為何附鑽頭的絲攻不太被採用呢?
- 絲攻與其他的切削工具相比,其材料改用超硬材質的時機較慢,是為什麼呢?
- 什麼是表面塗層絲攻呢?
- 絲攻種類不同,溝的種類也會不同嗎?
- 切屑有時從上面排出來,有時從下面排出來,是為什麼呢?
因為切屑容易纏繞,而絲攻和下孔穴的中心易偏離,且有重力等原因所致。所以,用絲攻攻牙時,幾乎都是直立攻牙。通常沒有橫向攻牙專用的絲攻,但是,在加工上有必需要橫向攻牙時,可以設計成容易排出切屑的非標絲攻,或使用油孔絲攻,供應大量切削油,來預防切屑纏繞。
首先所謂『嵌入線圈用絲攻』是將在切削好的螺紋裏面,插入與螺距一致的彈簧狀線圈。 主要用在強化裝卸中容易磨損的軟材的內螺紋。同時,也可用來補正直徑太大的下孔,或要重新鑽大的下孔時也能使用。
絲攻和其他的切削工具最大的不同之處,在於攻牙後必定要逆轉退刀,若無逆轉退刀,絲攻就退不出來,因此轉速慢,無法像其他工具一樣用高速來切削,使用超硬材質的好處很少。實際上超高速絲攻也被開發了,不過與其他的切削工具的轉速比較起來,還是相當的慢。
這不是絲攻的種類,而是為了強固絲攻的表面,延長其壽命,而加以塗層處理的絲攻。表面塗層的種類有很多,除了鍍鈦以外,最近也有開發出一種鑽石鍍層,其中一部分已進入實用的階段了
不同種類的溝形,切屑排出的方向也會有所不同。被斜切成螺旋狀的溝『螺旋絲攻』,切屑通過螺旋溝從上面(與絲攻前進的方向相反)排出來;被切成與絲攻平行的溝『直溝絲攻』,部分的切屑會從上面排出,但螺旋絲攻較能順暢的排出切屑;與直溝絲攻一樣是直溝,但在溝最前端的部份,是被斜切成彎曲的『先端絲攻』,切屑從前面(絲攻前進的方向)排出來。
這與下孔的種類有關係,下孔有盲孔與通孔兩種。盲孔是只加工內螺紋到下孔中間,沒有貫穿;通孔就如字面之意,下孔貫穿被切削材。加工盲孔時,若使用切屑會從前面排出來的絲攻,切屑沒有地方可排出來,會造成絲攻損壞。相反的加工通孔時,若選用切屑從前面排出的絲攻,則可提高工作效率。切屑以不同的方向排出,就是這個原因。
其他規格
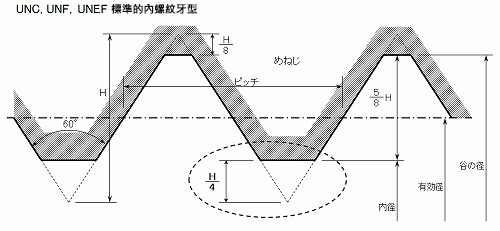
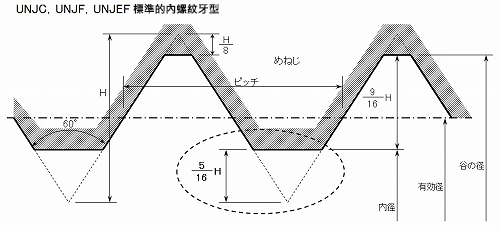
- 請說明有關UN(UNC,UNF及UNEF)和UNJ(UNJC,UNJF及)的差別區分。
- 可用絲攻的3B內螺紋進行加工。
- 下孔径可用UNJ內螺紋內徑尺寸進行加工。
在此說明UN (UNC, UNF and UNEF)與UNJ (UNJC, UNJF and UNJEF)的差異區別。UNJ外螺紋的谷徑與內螺紋內徑比UN所訂定的規定大上許多。此外,外螺紋的谷徑擁有圓弧。這是為了提高外螺紋的強度。 UNJ螺紋是根據MIL規格而訂定的,主要是使用在航太用零件締結。因為外螺紋的3A配合的室內螺紋3B。 因此,UNJ內螺紋加工可使用UN螺紋的絲攻,但需注意下列事項。
| min | max | |
|---|---|---|
| 1/4-20UNC (3B) | 4.979mm | 5.250mm |
| 1/4-20UNJC (3B) | 5.114mm | 5.387mm |